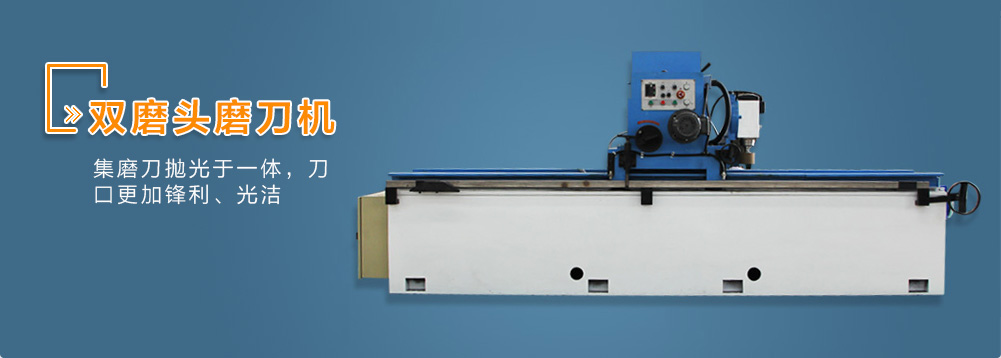
直刀磨刀机砂轮的运作方位

直刀磨刀机必须坚持不懈砂轮的运作方位与被被刃磨的刀向一起,但是由于砂轮大刀摆在一条涡状线上,大刀的方位与砂轮中心线并不挺直。因此,直刀磨刀机必须把刀头扳转一个视角使之与刀轮的刀向调合。滚切直刀轮时,扳转的视角便是砂轮的螺旋式升角。滚切斜刀轮时,直刀磨刀机还需要依据斜刀轮的螺旋式方位,及其螺旋式角的大小来选择扳转视角的尺寸及扳转方位。
在端铣刀时,必须坚持不懈砂轮大刀的运作方位与切掉刀轮的刀向一起,但是由于砂轮大刀摆在一条涡状线上,大刀的方位与砂轮中心线并不挺直。因此,必须把刀头扳转一个视角使之与刀轮的刀向调合。滚切直刀轮时,扳转的视角便是砂轮的螺旋式升角。滚切斜刀轮时,还需要依据斜刀轮的螺旋式方位,及其螺旋式角的大小来选择扳转视角的尺寸及扳转方位。
生产加工刀轮的刀距总计过错偏差磨刀机操作台测量范围涡杆副调节不当之处或损坏,使被零件加工的精密度发生一些偏差,造成生产加工刀轮该项精密度偏差,砂轮机床主轴的切向圆柱度过错及径向窜动量矩大,也可以造成该项偏差。

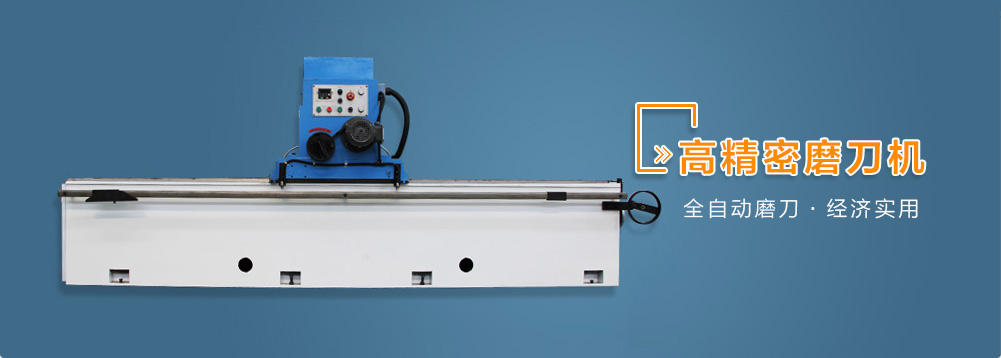
直刀磨刀机怎样获得更快的运用
在直刀磨刀机这类机器设备中,有一种种类是迅速麻花钻磨刀机,它的使用方便且迅速精确,不用指定,迅速打孔,视角精且使用寿命长。
而在检修麻花钻的过程中必须留意,刃口要与砂轮面搞定,在磨钻头前,需先将麻花钻的主切屑刃与砂轮面置放在一个程度表面,这也是麻花钻与砂轮相对位置的第一步,部位摆放再逐渐往砂轮表面靠。麻花钻中心线要与砂轮面斜出60度的视角,这一方向便是麻花钻的锋角,视角不对得话,便会立即危害钻头上角的大小及主切屑刃的形态和横刃倾斜角。在刃口触碰砂轮后,要从主切屑刃往前面磨,也就是以麻花钻的刃口先进行触碰砂轮,再顺着全部后刃口迟缓向下磨。
除此之外,麻花钻的刃口要左右晃动,麻花钻尾端不可以起翘,还需要确保刃尖对中心线,两侧对称性渐渐地修,一边刃口磨好后,再磨另一边刃口,务必确保刃口在麻花钻中心线的正中间,两侧刃口要对称性。
要想直刀磨刀机获得更快的运用,工作效能进一步提高,就必须对设施技术性不断完善,针对它的关键部件怎样改善呢?下边我们一起看一下直刀磨刀机生产厂家的解读吧。
尤其是直刀磨刀机的关键部件-磨头,专业技能规定是很高的,既要确保原来直刀磨刀机的优点基本,例如精密度、速率等,又得提升别的领域的作用。磨头可以从Z初的磨头基本以上,再提升一个磨头,分摊一个磨头时,大切削速度切削和精细化管理切削,即新增加一个磨头,磨刀机运作时,用该磨头对数控刀片刃口开展迅速切削,再用精抛磨头,往复式切削,直到火苗清除,做到预估的精密度规定以后,再开启数控刀片液体清洁设备,清理数控刀片。
还能够增加磨头,从输出功率和接触面积2个层面下手,先提升磨刀机床体的总宽,提高其刚度,提升滑轨间的电磁铁吸盘尺寸,再将直刀磨刀机磨头一部分铸造件变大,扩大磨头电机额定功率,配对大直徑砂轮,那样防止数控刀片再度夹装,确保刃口横截面的平行度。
|